OEE
SCADA representation of one of Application of OEE performed by us:
Die Casting Layout – Digitization Plan (POC)
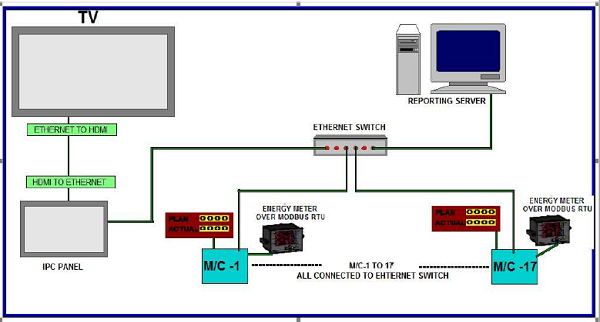
For OEE calculation we considered the above architecture for the POC.
- Data Collector (PLC) is used to gather data from the machine as per the specified signals provided and the inputs from the user.
- We will connect a Display board for displaying the planned and actual running data of the machine.
- All the data will be stored on the SCADA and reporting PC.
- Bad parts count will be entered into SCADA manually shift wise for Quality calculation.
SCADA Representation
- The OEE details will be displayed over the SCADA Screen as per every machine.
- We have considered the following reasons for downtime:
- Maintenance
- Quality
- Set-up
- Material
- Electrical
- Operator
- Emergency
- Once the machine has been in fault then one has press the Push Button regarding the cause of downtime.
- Once the machine fault has been cleared from the part of downtime cause then he must clear the fault or downtime cause by pressing the clear button for 2 seconds.
- If in any condition persons fails to do that the downtime will be put under his department and will be cleared once the machine started in production.
- If during a fault or downtime, if there is no reason specified as stated above, then system will calculate it in other category and reason has to be defined for the downtime manually in the report.
- Minor stoppages have been calculated and compare as per the standard minor stoppage range and if it exceed that limit it will be highlighted on SCADA and in report.
- When we start the SCADA, welcome screen will appear first.
- Click on the monitor button to view the machine status.
- Click on configuration to navigate to the configuration page.
- Click on the report button for generating the report.
Once we click the MONITOR Button, the following screen will appear.

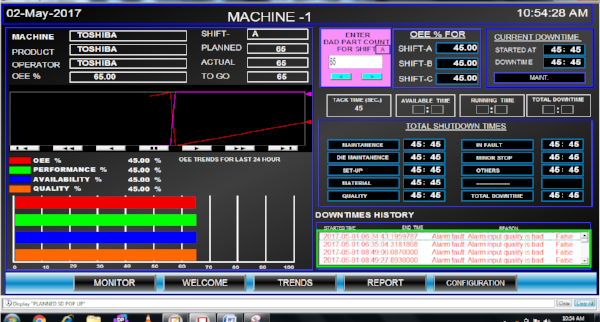
The above Screen will show the Machine specific data and status for all the machines.
Once we click over a machine, it’s detailed status screen will appear as shown below:
Once we click over the Configuration button the following screen will appear.
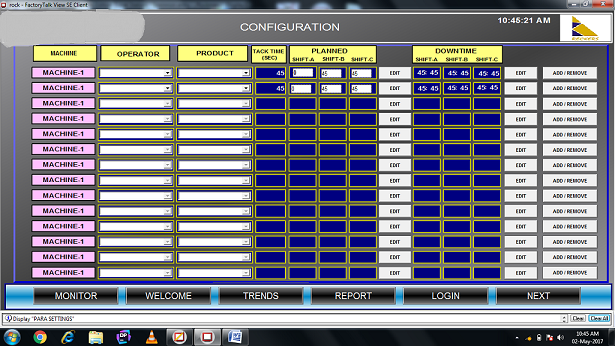
The above screen displays the all settable parameters with respect to machine, the edit option is provided with the Security, only authorized person is able to edit the details and schedule for the day.
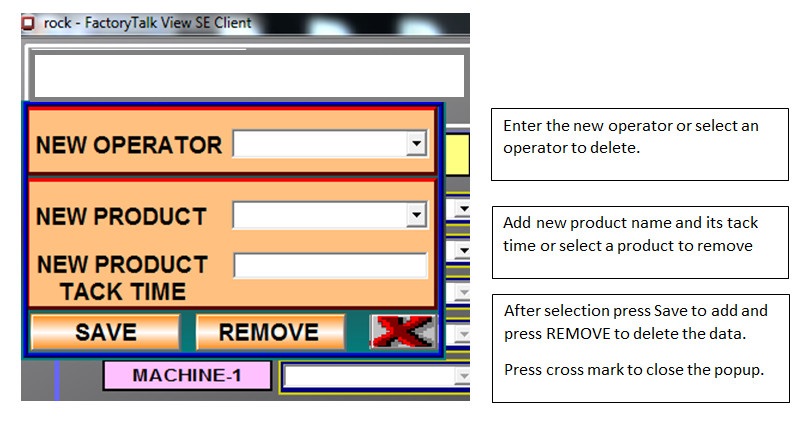
After login if person click on the ADD/REMOVE button the following POP-UP will appear:
Once we click on EDIT button the following POP-UP will appear.
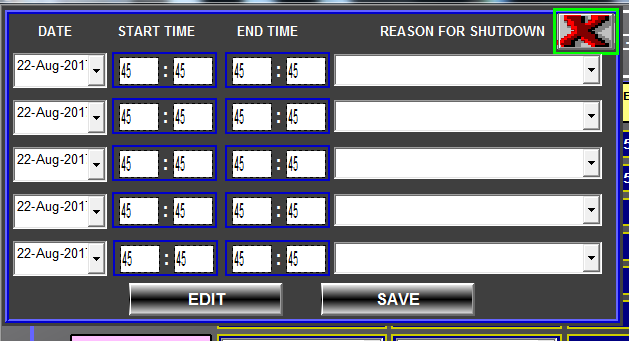
Here we can enter the pre-planned shutdown for the specific machine by entering date, start-end time and reason for the shutdown. Once the shutdown time passes it automatically reset.
Person can enter details after successful login and after entering all details save it.
In the screen below enter the shift timings and overall plant shutdown (pre planned) details.

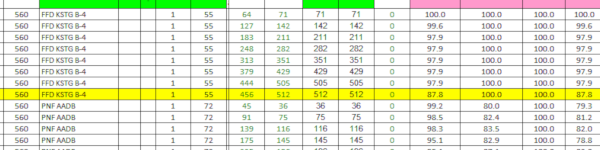
The final report shift-wise and daily basis will be generated as follow:
WHAT IS OEE?
OEE takes into account all losses, resulting in a measure of truly productive manufacturing time. It is calculated as:
OEE = Availability × Performance × Quality
If the equations for Availability, Performance, and Quality are substituted in the above and reduced to their simplest terms the result is:
OEE = (Good Count × Ideal Cycle Time) / Planned Production Time
Availability
Availability takes into account all events that stop planned production long enough where it makes sense to track a reason for being down (typically several minutes).
Availability is calculated as the ratio of Run Time to Planned Production Time:
Availability = Run Time / Planned Production Time
Run Time = Planned Production Time − Stop Time
Performance
Performance takes into account anything that causes the manufacturing process to run at less than the maximum possible speed when it is running (including both Slow Cycles and Small Stops).
Performance is the ratio of Net Run Time to Run Time. It is calculated as:
Performance = (Ideal Cycle Time × Total Count) / Run Time
Performance should never be greater than 100%. If it is, that usually indicates that Ideal Cycle Time is set incorrectly (it is too high).
Quality
Quality takes into account manufactured parts that do not meet quality standards, including parts that need rework. Remember, OEE Quality is similar to First Pass Yield, in that it defines Good Parts as parts that successfully pass through the manufacturing process the first time without needing any rework.
Quality is calculated as:
Quality = Good Count / Total Count
This is the same as taking the ratio of Fully Productive Time (only Good Parts manufactured as fast as possible with no Stop Time) to Net Run Time (all parts manufactured as fast as possible with no stop time).